2012 IW Best Plants Winner: A World Class Approach to Performance

John M. Hall remembers the CNH Wichita Product Center of six or so years ago. The facility was "dark and dingy," with large amounts of material and inventory everywhere, describes the manager of the Product Customer Service Center and a 19-year veteran of the Wichita site.
"We had some issues," he says.
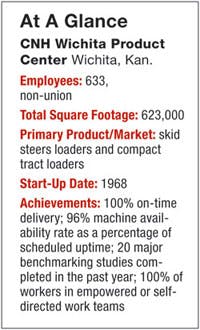
Today such disorder is hard to imagine at this site, the sole manufacturing location for the Case and New Holland brands of skid steer loaders and compact tract loaders. It is well-lit, with wide, clean aisles and no signs of inventory creep, courtesy of a workforce that recognized change was needed.
"For a while, you had to keep moving or you would be repainted," Hall says of the reorganizing effort. He also notes a phenomenon that occurs when a plant begins to declutter. "Open space creates open space."
Today, World Class Manufacturing is driving CNH's continuing performance improvements.
Engineering services manager Kenny Callaway calls WCM "a lifestyle." The facility's WCM tools manual describes it as a change program, one that "involves all employees in continuous improvement, focusing on eliminating waste and reducing losses" while improving standards and methods.
Operations manager Eddie Smith, who joined the Wichita plant about 20 months ago, says a recent reorganizing effort at the front end of the assembly line provides a good example of the facility's aim to reduce losses -- in this instance, losses associated with non-value-added activities. Operators were spending excessive amounts of time walking and searching for parts. Additionally, the line required the introduction of work stations to address added product complexity.
A cross-functional team that included operators conducted a major kaizen (WCM and lean employ many similar tools). Ultimately, the team developed a new layout. Other improvements included a new means to both deliver axles to the line and install the axles, as well as the addition of parts kitting at certain stations.
In the end, the reorganization improved line efficiency. It also resulted in the reduction of several operators on the line, and one logistics employee per shift. The displaced workers were reassigned to other, overtaxed areas in the plant.
"The goal is to be more efficient, not drive headcount reductions," Smith says.
Indeed, the Wichita plant has been in a growth mode the past few years. With new employees comes an increased need for training, and the facility has an enviable training center. So much so, that other CNH facilities have traveled there for training. The classroom training is led by training supervisor Jason Smoley. The training is largely interactive, and features both touch screen tools and an audience response system that captures an electronic record of the interactions. "We've had great feedback on [the tool]," Smoley says.
For more on the 2012 Best Plants winners' amazing achievements, click here.
About the Author

Jill Jusko
Bio: Jill Jusko is executive editor for IndustryWeek. She has been writing about manufacturing operations leadership for more than 20 years. Her coverage spotlights companies that are in pursuit of world-class results in quality, productivity, cost and other benchmarks by implementing the latest continuous improvement and lean/Six-Sigma strategies. Jill also coordinates IndustryWeek’s Best Plants Awards Program, which annually salutes the leading manufacturing facilities in North America.
Have a story idea? Send it to [email protected].