
The manufacturing plant floor is a continual work in progress. A machine breaks down and needs repair. A new employee joins the first-shift crew and requires time to learn his role. A significant customer demands emergency assistance, and the daily schedule is abruptly reinvented. A bad batch of critical components arrives from a supplier.
Stuff happens; it’s a universal truth. It’s not even bad stuff, necessarily. It may be the introduction of a new manufacturing process that ultimately will speed up production but in the short term slows it down. Or it may be the last day of work for a well-respected shop-floor employee retiring after a stellar 40-year career.
Nevertheless, there’s another universal truth: Your customers want what they ordered, with no surprises. That means they want quality product delivered on time, with no excuses. What they don’t want is for your plant-floor stuff to become their problems.
These two universal truths aren’t secrets. However, they do illustrate why running a manufacturing production operation with sustained levels of excellence is such a challenge, and why facilities that demonstrate such excellence deserve recognition.
Moreover, there is much to be learned from such organizations, if you can find them. We have. The annual IndustryWeek Best Plants Awards competition annually salutes manufacturing excellence across North America. These Best Plants employ practices that reap performance rewards in terms of quality, safety, delivery, customer and supplier relations, and, ultimately, profitability. And they typically sustain such gains.
Are they perfect? No. Are they constantly changing and improving to meet the challenges of the manufacturing floor? Yes. Can we learn from them? Again, yes. With that in mind, we’ve reviewed the past five years of IW Best Plants finalists and winners, 2015-2019. In this article, we share the aggregated performances those 69 facilities reaped, and equally importantly, the practices that helped put them there.
One caveat: No two manufacturing plants are the same. They make different products, operate in buildings of varying age and size, have workforces of shifting characteristics, may or may not be represented by a union, and are constrained—or not—by corporate wishes. As such, this article isn’t a promise that implementing the practices mentioned here will deliver results equivalent to the IW Best Plants winners and finalists. The conversation, however, is expected to make you think, consider and hopefully expand your notion about how good your facility can be, and what tactics may help you get there.
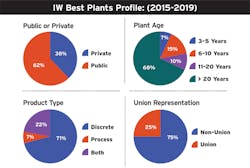
Let’s start with a brief overview of the types of facilities that make up the IW Best Plants winners and finalists from 2015 through 2019. Nearly two-thirds are manufacturing plants of publicly held companies. They are mostly older plants as well—68% are more than 20 years old—and they are primarily discrete facilities, meaning they produce or assemble parts and/or finished products that are recognizable as distinct units capable of being identified by serial numbers or other labeling methods—and measurable as numerical quantities rather than by weight or volume. Moreover, three-quarters of these IW Best Plants winners and finalists are non-union facilities.
In short, the four characteristics of this group of facilities are: older, public, discrete and non-union.
Yes, They Perform
Two attributes are universal to IW Best Plants winners and finalists: They perform very well (this is a manufacturing excellence competition, after all) and they are constantly improving. That said, excellence in certain metrics can vary by industry, and improvement numbers can be impacted by a plant’s starting point. However, an on-time delivery rate of 60% is never “excellent,” and safety incident rates that exceed an industry’s average are never laudable.
We’ve shared (See Table: Metrics That Matter) a smattering of the aggregated performance metrics achieved by our 2015-2019 IW Best Plants winners and finalists. They have demonstrated excellent quality, with average first-pass-quality yield percentages in the mid- to high 90s. The same holds true for their median numbers.
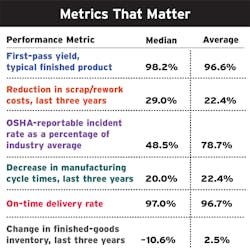
Moreover, these facilities’ continued efforts to improve are on obvious display: They have reduced their median scrap and rework costs by 29% over three years. They have implemented processes to bring down their manufacturing cycle times (by a median 20%), which translates to growing their capacity without adding equipment or space; quoting shorter lead times; and potentially reducing inventory levels and the associated dollars. They also showcase safety metrics that are well below the averages for their specific industries.
Their achievements and improvements are terrific, but not particularly helpful as a teaching tool without some context. The questions we want to answer are: How did they get here?
What are they doing within the walls of their facilities and with the partners that got them to this place? We’ve got some answers, gleaned from our IW Best Plants entry forms.
Popular Quality Practices
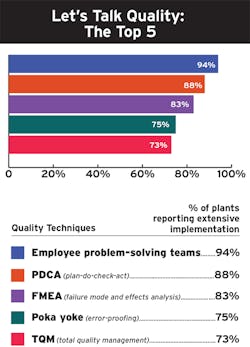
We frequently hear from manufacturers, “Our people are our greatest assets.” When it comes to the quality techniques used by the IW Best Plants winners and finalists over the past five years, that refrain appears remarkably apt. A review of the quality practices employed by these notable manufacturing plants (See Table: Let’s Talk Quality: The Top 5) shows that nearly all of them rely heavily on employee problem-solving teams to make their quality shine. People make the difference.
Both PDCA (Plan-Do-Check-Act), which is a four-step process for continuous improvement, and FMEA (failure mode and effects analysis), a structured approach to identify potential failures, are also among the most heavily employed techniques by the 2015-2019 IW Best Plants winners and finalists.
Where is Six Sigma? It just missed the Top 5 most extensively implemented quality techniques, with 61% of facilities reporting extensive use of Six Sigma. Slightly more than half of respondents say they have extensively implemented computerized SPC (statistical process control) and approximately the same percentage have extensively implemented APQP (advanced product quality planning).
A primary takeaway we’d like to emphasize with this data is that there is not one single route to improved quality, and every plant is using these techniques and others in combination.
A Team Approach
Let’s return to the people part of excellence. Already mentioned is the importance of problem-solving teams to the IW Best Plants’ approach to better quality performance. We can now layer that with the importance of work teams across manufacturing production operations, where their impact is widespread.
That data show that more than two-thirds of production workers participate in empowered or self-directed work teams among IW Best Plants winners and finalists, on average. The median percentage leaps to 100%. In these facilities, empowered work teams, rather than supervisors, are handling a wealth of plant-floor responsibilities. Indeed, a recent IW Best Plants winner had a total of zero supervisors; all plant-floor responsibilities were addressed by plant-floor teams.
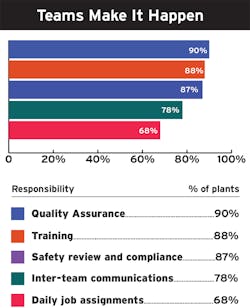
The No. 1 responsibility most likely to be handled by work teams is quality assurance (See Table: Teams Make It Happen), which is no surprise given our recent look at the quality techniques employed among the IW Best Plants winners and finalists. Moreover, empowered work teams largely are responsible for training, and safety review and compliance, as well. They are least likely to be actively involved in disciplinary action, performance reviews, firing of team members and production scheduling (although a large minority—42% of the winners and finalists—report that work teams are responsible for production scheduling).
DOWNLOAD the IW Best Plants Statistical Profile (2015-2019) for even more data.
In short, IW Best Plants winners and finalists rely on production-floor teams to get the job done, for obvious reasons. The plant-floor population is the one closest to where the value-added work is getting done, and the folks most likely to see the problems and conceive of ideas to make things better. Moreover, responsibility and empowerment helps beget ownership. IW Best Plants winners and finalists simply recognize and embrace the talents on the plant floor.
On a related metric, IW Best Plants winners and finalists implemented a median 2.1 employee suggestions, per employee, in the past year.
And they prepare their employees to succeed, as well. Training is paramount. The IW Best Plants winners and finalists provide an annual average of nearly 22 hours of formal classroom or online training, combined with nearly 55 hours of on-the-job training. The medians are slightly lower, at 15 hours for formal training and 24.3 for on-the-job training. Three-quarters of IW Best Plants winners and finalists have established training curriculums with local colleges; every single plant emphasizes cross-training.
That said, there has been a slight drop in the average annual hours of classroom or online training over the past five years. The average annual hours of classroom or online training was 30.2 hours in 2015, for example, compared with the five-year average of 21.8.
Do we know why that dip is occurring? Not really. Perhaps newer technologies have a shorter learning curve or don’t require as much training. Perhaps some newer technologies—such as AI or machine learning—have removed the need to provide training in some areas altogether. Or perhaps manufacturers are focused on bringing aboard new talent with better skills from the start. We’ll keep an eye on this, even as we emphasize the importance IW Best Plants winners and finalists place on training.
They also reward performance. Three-quarters provide monetary rewards for individual performance and an even higher number—83%—reward team performance.
From Practice to Performance on the Plant Floor
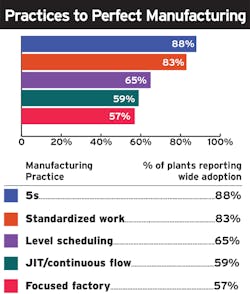
The final set of practices we reviewed are techniques employed on the plant floor to speed manufacturing and drive flexibility—and many such practices have their roots in “lean manufacturing.” The two most popular practices are 5S and standardized work, both of which are widely adopted by more than 80% of the IW Best Plants winners and finalists from 2015-2019 (See Table: Practices to Perfect Manufacturing).
It makes sense that these two practices lead the pack. Neither is dependent on what is manufactured, and both have universal applicability. 5S, which is an acronym for Sort, Set in Order, Shine, Standardize and Sustain, is a workplace organization system that, implemented correctly, drives productivity and reveals abnormalities before they become big issues. Some mistakenly identify it simply as “housekeeping,” when in truth its value is far greater.
The objective of standardized work is to provide operators with clear, documented instructions about how each job is performed, as opposed to having multiple operators using multiple methods. Moreover, standardized work is subject to continuous improvement, whereas a lack of standardized work makes improvement more difficult to accomplish.
Finally, a brief note about quick changeover techniques. They have been widely adopted by 77% of our IW Best Plants pool, but are not represented on the accompanying chart only because the IW Best Plants application asks about this technique in a slightly different fashion than the others.
Lessons Learned
This article does not provide the entirety of what we ask of an IW Best Plants entrant, nor the entirety of what occurs within their four walls. In fact, what occurs within their four walls is constantly in motion—not only because that is the nature of manufacturing, but also because continuous improvement is the nature of how these facilities grow.
What we have shared, however, are some of the means they use to improve. The people aspect clearly cannot be overstated. Nor can the fact that these manufacturers don’t improve by accident. They employ practices that make them better, and no doubt discard practices that don’t work for them. May their lessons learned help your own journeys to excellence.
About the Author

Jill Jusko
Bio: Jill Jusko is executive editor for IndustryWeek. She has been writing about manufacturing operations leadership for more than 20 years. Her coverage spotlights companies that are in pursuit of world-class results in quality, productivity, cost and other benchmarks by implementing the latest continuous improvement and lean/Six-Sigma strategies. Jill also coordinates IndustryWeek’s Best Plants Awards Program, which annually salutes the leading manufacturing facilities in North America.
Have a story idea? Send it to [email protected].